

汽车内饰主流的六大制造工艺(四)
日期:2019-06-15 14:08:42 / 人气:2496
一、水辅注塑
水辅注塑(WIT或WAIM)于21世纪初起源于德国,并逐渐在世界范围内得到逐步运用。它是一种在气辅注塑(GIT)基础上发展起来的新型注塑技术,随着技术的不断成熟,水辅注塑的运用也将越来越广泛。目前,已有多个在汽车门拉手中的成功应用案例。
1. 水辅注塑成型工艺基本原理
基本原理为聚合物熔体注入模具型腔中;将水导入熔体中,水沿着阻力最小的方向流向制件的低压区域;当流水在制件中流动时,它通过置换物料而掏空厚壁截面,形成中空制件,而被置换出来的物料则用于填充制件的其余部分;当填充过程完成后,由水继续提供保压压力,解决制件在冷却过程中的体积收缩问题;待模具冷却后,排出水并取出制件。
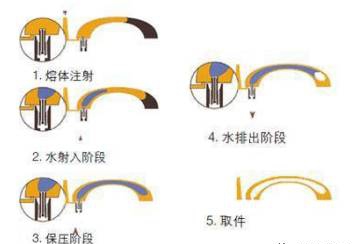
图 水辅注塑的工艺流程
2. 相对于气辅注塑的优势
与气辅注塑相比,WAIM技术除了可以减小或者消除翘曲变形、避免缩痕、节约材料和降低制品的内应力之外,还可以用于生产那些壁厚更薄、更均匀且内表面更光滑的制品。另外,由于水的导热率为N2的40倍,除了普通的冷却模具外,注水会引起塑件产品的内部冷却,因此与气体相比,使用水后可将冷却时间缩短达70%,而且产品达到脱模温度的时间也要短得多。同时,水相对N2也要廉价很多。
缺点:需要精密控制,如果开始注入的熔体太少,水有可能穿透熔体进入模腔。水注射的压力必须高于熔体压力才能将熔体推到型腔末端,对表面质量要求高的注射成型不可行。
二、低压注塑
1. 什么是低压注塑
低压注塑工艺是一种使用很低的注塑压力将热熔材料注入模具并快速固化的封装工艺,以热熔材料卓越的密封性和优秀的物理、化学性能来达到绝缘、耐温、抗冲击、减振、防潮、防水、防尘、耐化学腐蚀等功效,对电子元件起良好的保护作用。
2. 成型工艺及应用
将表皮预先放到模具内,然后借助螺杆的推力,将已塑化好的的熔融状态的塑胶注射入闭合的模腔内,再经固化定型后取得制品。
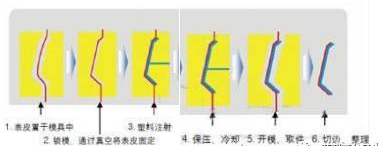
图 低压注塑的工艺流程
低压注塑表皮所用的材料可以是布料,也可以是PVC面料。目前该工艺已被广泛应用于汽车门护板、立柱护板和包裹架护板等产品的生产。
3. 相比于传统工艺的优势
与传统的包覆工艺相比,低压注塑工艺具有以下优点:
1)低压注塑是将表皮材料与塑料基材融为一体,不存在脱落的可能;
2)由于没有包覆工艺所必需的涂胶工序,低压注塑工艺过程更为环保;
3)低压双层注塑零件的内部结构可任意设计,表面造型的自由度相比包覆工艺更大,并且造型特征更清晰、硬朗;
4)低压注塑的生产效率更高。
鉴于以上低压注塑的特性,目前该工艺已被广泛应用于汽车门护板、立柱护板和包裹架护板等产品的生产。
结论
以上所介绍的几种工艺只是当代汽车内饰制造工艺中的很少一部分,其他涉及的工艺还包括阴模吸覆、真皮包覆、IML、高光喷涂、高光注塑和亚光电镀等工艺,图 低压注塑的工艺流程
低压注塑表皮所用的材料可以是布料,也可以是PVC面料。目前该工艺已被广泛应用于汽车门护板、立柱护板和包裹架护板等产品的生产。
3. 相比于传统工艺的优势
与传统的包覆工艺相比,低压注塑工艺具有以下优点:
1)低压注塑是将表皮材料与塑料基材融为一体,不存在脱落的可能;
2)由于没有包覆工艺所必需的涂胶工序,低压注塑工艺过程更为环保;
3)低压双层注塑零件的内部结构可任意设计,表面造型的自由度相比包覆工艺更大,并且造型特征更清晰、硬朗;
4)低压注塑的生产效率更高。
鉴于以上低压注塑的特性,目前该工艺已被广泛应用于汽车门护板、立柱护板和包裹架护板等产品的生产。
结论
以上所介绍的几种工艺只是当代汽车内饰制造工艺中的很少一部分,其他涉及的工艺还包括阴模吸覆、真皮包覆、IML、高光喷涂、高光注塑和亚光电镀等工艺,限于篇幅本文将不再一一介绍。
ps:文中部分内容借鉴于网络,如有侵权,望告知,及时删除!
作者:qingqing1208
新闻资讯 News
- 昆山仁铨镭射圣诞节12-25
- 镭射水转印膜注意事项12-17
- 炫彩镭射水转印膜12-10
- 跟水有关的都是水转印技术吗?12-05
案例展示 Case
- 他跟昆山仁铨合作成功在体育用品...01-24
- “它”更换了水转印技术轻松拿下...01-04
- 环保轮毂镀膜带汽车镀膜技术进入...12-11